Stable commitment to every leap, customized every flat
Blog


Suning County, Cangzhou City, Hebei Province, China
15100291481
dxfloor144@gmail.com

Stable commitment to every leap, customized every flat
Blog
Industrial environments—warehouses, manufacturing plants, food processing facilities, and laboratories—demand flooring that endures extreme stress: heavy equipment crushing, chemical spills, constant foot traffic, and rigorous cleaning protocols. Generic flooring fails here, leading to costly downtime, safety hazards, and frequent replacements.
Shengbang’s heavy duty industrial vinyl flooring solutions are engineered for the world’s toughest industrial settings, blending industrial-grade durability, chemical resistance, and global compliance. Designed for global clients across manufacturing, logistics, food & beverage, and healthcare, our vinyl flooring (PVC-based) outperforms concrete, epoxy, and traditional tile.

Industrial floors face unique stressors that residential/commercial vinyl flooring never encounters. Understanding these pain points reveals why heavy duty vinyl is the optimal solution:
Warehouses with forklifts (8,000–30,000 lbs), manufacturing plants with assembly lines, and distribution centers with pallet jacks need floors that resist permanent indentation and cracking.
Industrial processes involve oils, solvents, acids, alkalis, and disinfectants—substances that corrode most flooring.
Epoxy: Degrades when exposed to strong acids (e.g., sulfuric acid); tile: Grout lines trap chemicals, causing mold.
Industrial facilities see 10,000+ daily footsteps, equipment drag, and pallet movement—wearing down floors rapidly.
Concrete: Dusts and erodes; standard vinyl: Wears thin in 2–3 years.
Shengbang’s heavy duty vinyl: Features a 0.5–1.0mm PUR wear layer, withstanding 6,000+ Taber wear cycles.
Food processing, pharmaceutical, and healthcare facilities require floors that are easy to sanitize (high-pressure washing, steam cleaning) and free of bacteria-harboring gaps.
Tile: Grout lines trap dirt and bacteria; epoxy: Peels after repeated steam cleaning.
Shengbang’s vinyl: Seamless hot-welded joints, non-porous surface, and 99% antibacterial rate for hygienic compliance.
Slips, trips, and falls are top industrial accidents. Floors must meet slip-resistance standards and, in some cases, ESD requirements.
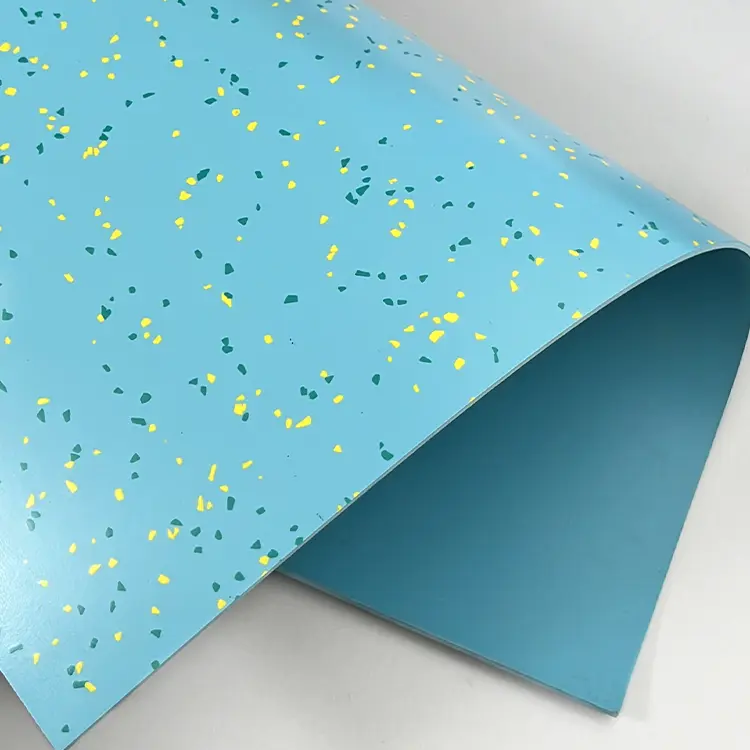
Structure: Single-layer, uniform composition (color and performance run through the entire thickness).
Key Advantages:
Repairable: Polishes to remove scratches/stains (no need for replacement).
Seamless: Hot-welded joints eliminate gaps (critical for hygiene-focused industries).
Chemical Resistance: Ideal for laboratories, pharmaceutical plants, and chemical processing facilities.
Shengbang Innovation: Added quartz reinforcement for enhanced abrasion resistance.
Structure: Multi-layer design (UV coating + PUR wear layer + decorative layer + fiberglass stabilizer + dense PVC core).
Key Advantages:
Balanced Performance: Combines durability with underfoot comfort (reduces worker fatigue).
Customizable: Decorative layer mimics concrete, stone, or wood—ideal for customer-facing industrial spaces (e.g., retail warehouses).
Dimensional Stability: Fiberglass layer prevents warping from temperature/humidity changes (common in manufacturing plants).
Shengbang Innovation: Dual-density core (hard top + flexible base) for impact absorption (25% force reduction) and load-bearing capacity.
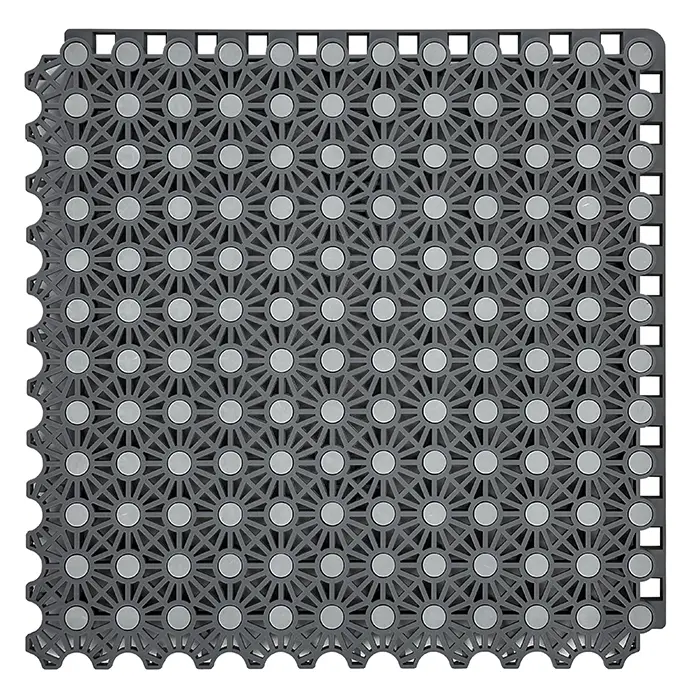
Structure: Compact, foam-free PVC core with mineral fillers (limestone) for maximum rigidity.
Key Advantages:
Indestructible Load-Bearing: Supports forklifts, pallet jacks, and heavy machinery (12,000 kg/m² static load).
100% Waterproof: Resists standing water (ideal for food processing plants, cold storage facilities).
Sound Absorption: Reduces equipment noise by 20dB (ISO 10811-1)—improving workplace comfort.
Shengbang Innovation: Anti-static additive option for electronics manufacturing.

Heavy equipment (forklifts, pallet jacks), high traffic, and occasional oil spills.
Chemical exposure (oils, solvents), equipment vibration, and ESD risks (electronics).
Hygiene compliance, high-pressure washing, and temperature fluctuations (cold storage).
Challenges: Aggressive chemical spills (acids, alkalis, solvents), strict hygiene (GMP), and low VOC emissions.
Challenges: Extreme cold (-20℃ to 10℃), condensation, and heavy load-bearing.
Subfloor Prep: Works on concrete, asphalt, or existing flooring (levelness ≤2mm/2m, moisture ≤8%). No heavy demolition needed.
Installation Methods:
Glue-down: Permanent, ideal for high-traffic/heavy-load areas (e.g., manufacturing plants).
Daily: Sweep or hose down to remove debris (no special equipment).
Weekly: Mop with neutral detergent (pH 6–8)—no waxing, polishing, or refinishing.
Long-Term: Replace individual tiles if damaged (no full-floor renovation). Shengbang’s homogeneous vinyl can be polished to restore surface quality after years of use.
Lifespan: 15–25 years (3x longer than epoxy, 2x longer than standard vinyl) with proper care.



Leave Your Message
Message us for free samples and quotes!